
Когда слышишь 'рудничный электродвигатель', первое что приходит на ум - громоздкие чугунные агрегаты в угольных забоях. Но современные рудничные электродвигатели - это уже не те советские 'тяжеловесы'. Хотя до сих пор многие технологи считают, что главное - это мощность, а остальное 'приложится'. На деле же, например, в 2021 на шахте 'Западная' в Кемерово как раз из-за такого подхода пришлось менять три двигателя - перегревались в узких выработках при длительной работе.
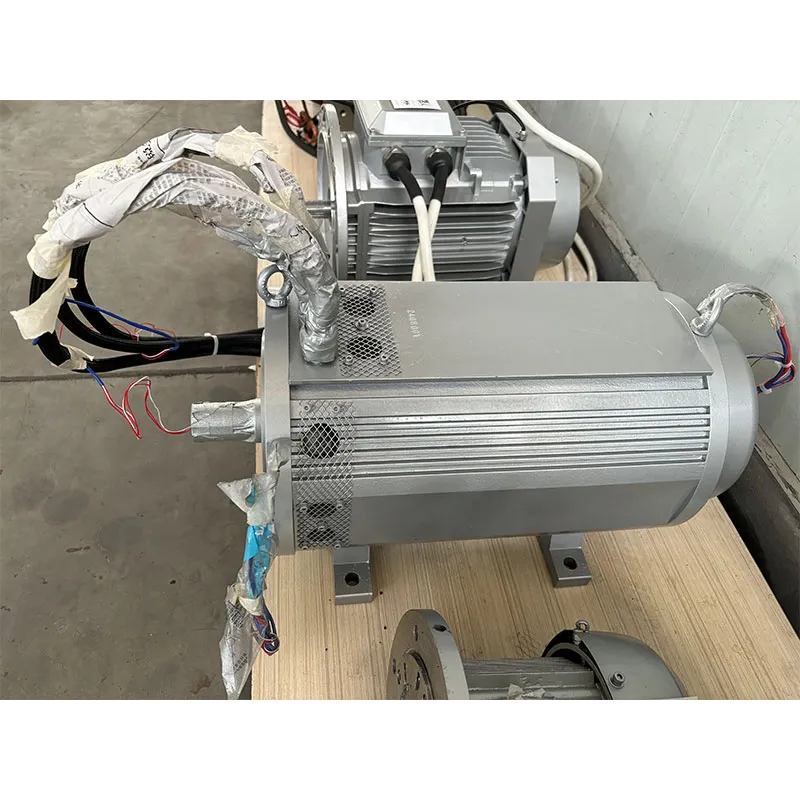
Сейчас многие производители перешли на алюминиевые сплавы для корпусов, но в реальных условиях шахты, где возможны обвалы, это не всегда оправдано. Помню, на глубине 420 метров в шахте 'Комсомолец' именно литой корпус спас двигатель при локальном обрушении породы - деформация составила всего 3-4 мм, тогда как алюминиевый аналог точно бы не выдержал.
Отдельно стоит упомянуть подшипниковые узлы. Стандартные решения для глубины свыше 300 метров работают на 20-30% меньше заявленного срока. Приходится либо ставить дополнительные системы охлаждения, что увеличивает габариты, либо использовать специальные смазки - но они требуют особого обслуживания каждые 250-300 моточасов.
Интересно, что заводы электродвигателей часто не учитывают вибрационные нагрузки при транспортировке по рельсовым путям в шахтах. На практике именно это становится причиной 40% отказов в первые полгода эксплуатации. Особенно критично для двигателей мощностью свыше 160 кВт - у них смещение ротора всего на 0.5 мм уже приводит к перегреву обмотки.
С конвейерными системами сложностей меньше - там относительно стабильный режим работы. А вот с комбайновыми приводами постоянно возникают нюансы. Например, пиковые нагрузки при проходке крепких пород могут в 2.5-3 раза превышать номинальные значения. Большинство двигателей держат такие перегрузки не более 15-20 секунд, а реально требуется минимум 45-50.
Особенно сложно с системами плавного пуска - многие российские разработки не выдерживают постоянных циклов 'старт-стоп'. Приходится либо ставить импортные (что дорого), либо мириться с частыми заменами контакторов. Хотя некоторые предприятия, как ООО 'Сянтань Хуалянь', предлагают интересные решения с магнитными подшипниками - но это пока скорее экзотика для особых случаев.
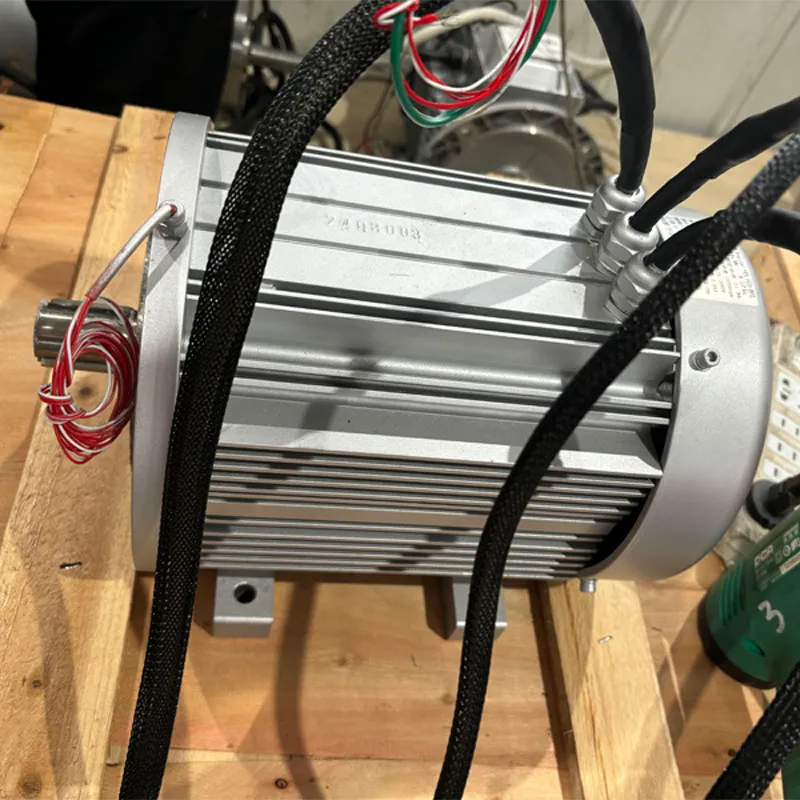
Заметил интересную закономерность: двигатели с принудительным охлаждением лучше показывают себя в тупиковых выработках, где вентиляция слабее. Но их обслуживание сложнее - фильтры приходится чистить каждые 10-12 смен вместо стандартных 20-25.
Температурный режим - отдельная история. Производители указывают рабочий диапазон до +40°C, но на глубине 500+ метров даже при хорошей вентиляции температура окружающей среды часто достигает +35°C, а внутри двигателя - все +70°C и выше. Приходится самостоятельно дорабатывать системы охлаждения, иногда устанавливать дополнительные вентиляторы.
Влажность - еще один 'неучтенный' фактор. При относительной влажности свыше 85% (что в шахтах обычное дело) стандартная изоляция начинает деградировать в 1.5-2 раза быстрее. Особенно страдают обмотки - межвитковые замыкания становятся частой проблемой после 8-10 месяцев эксплуатации.
Вибрационная диагностика - теоретически все просто, на практике же датчики постоянно загрязняются, требуют калибровки. Многие шахты экономят на этом, а потом удивляются внезапным отказам. Хотя достаточно простого контроля уровня вибрации раз в две недели - это продлевает ресурс на 25-30%.
Сейчас много говорят о взрывозащищенных двигателях с системой мониторинга в реальном времени. Технологически это возможно, но стоимость такого оборудования часто превышает разумные пределы. Хотя для особо опасных участков с высокой метанообильностью это действительно необходимо.
Интересное направление - низкооборотные двигатели с высоким крутящим моментом. Например, у ООО Компания Сянтань Хуалянь по производству электродвигателей есть модели для механизированной крепи - там как раз важна стабильность на низких оборотах. Но массового применения пока не получили - дороже обычных решений на 15-20%.
Системы управления - отдельный разговор. Российские аналоги часто уступают по точности регулирования, зато надежнее в условиях сильных электромагнитных помех, которые обычны в шахтах. Импортные 'сходят с ума' от наводок, особенно near скребковых конвейеров.
При выборе двигателя для новых участков рекомендую закладывать запас по мощности 20-25%, даже если технологи утверждают что хватит и 10%. На практике нагрузки всегда выше расчетных, особенно при работе с влажной породой.
Обязательно тестировать двигатель в реальных условиях хотя бы 2-3 недели перед серийной закупкой. Многие недостатки проявляются только после 150-200 часов непрерывной работы. Особенно это касается систем охлаждения и виброустойчивости.
Для сложных условий лучше рассматривать специализированных производителей, например, на hualian-motor.ru можно найти двигатели с дополнительной защитой от влаги и пыли - это действительно работает, проверено на практике в шахтах Воркуты.
Не экономьте на системе мониторинга - даже простейшие датчики температуры и вибрации окупаются за 6-8 месяцев за счет предотвращения серьезных поломок. Особенно важно для ответственных участков где простой оборудования стоит дороже самого двигателя.